Goldtarget said:
$70 p/hr would be your entry point and North of there. If you're shopping around is a good idea to take a virtual example with you so Noone is in the dark about expectations. A good fabricator is hard to find and can be pricey but like all things you generally get what you pay for. Keep in mind as a consumer you should have your expectations met. Often time spent finding the right place is time well spent. Hope it goes well mate.
yeah i took the spraybars and sluices in taped together with electrical tape and because he has 2 of each part he cant go wrong by copying the other when he takes apart the 1st one to work on.
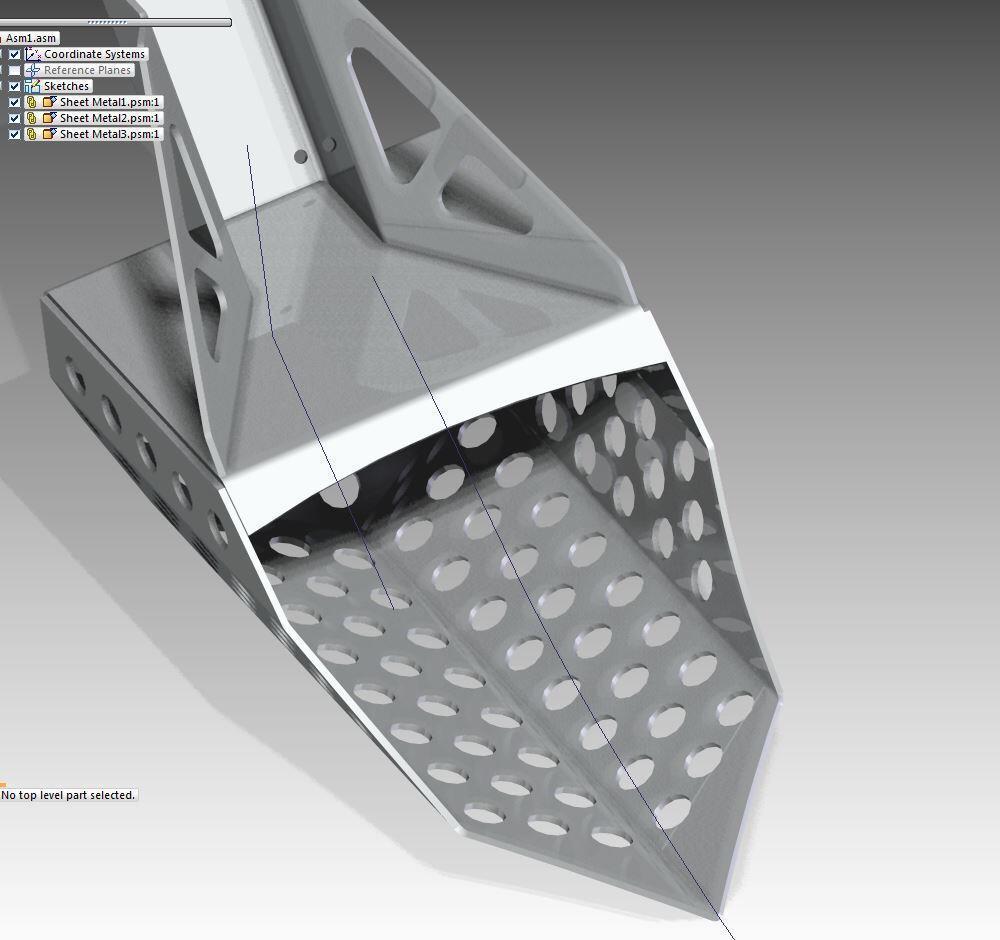
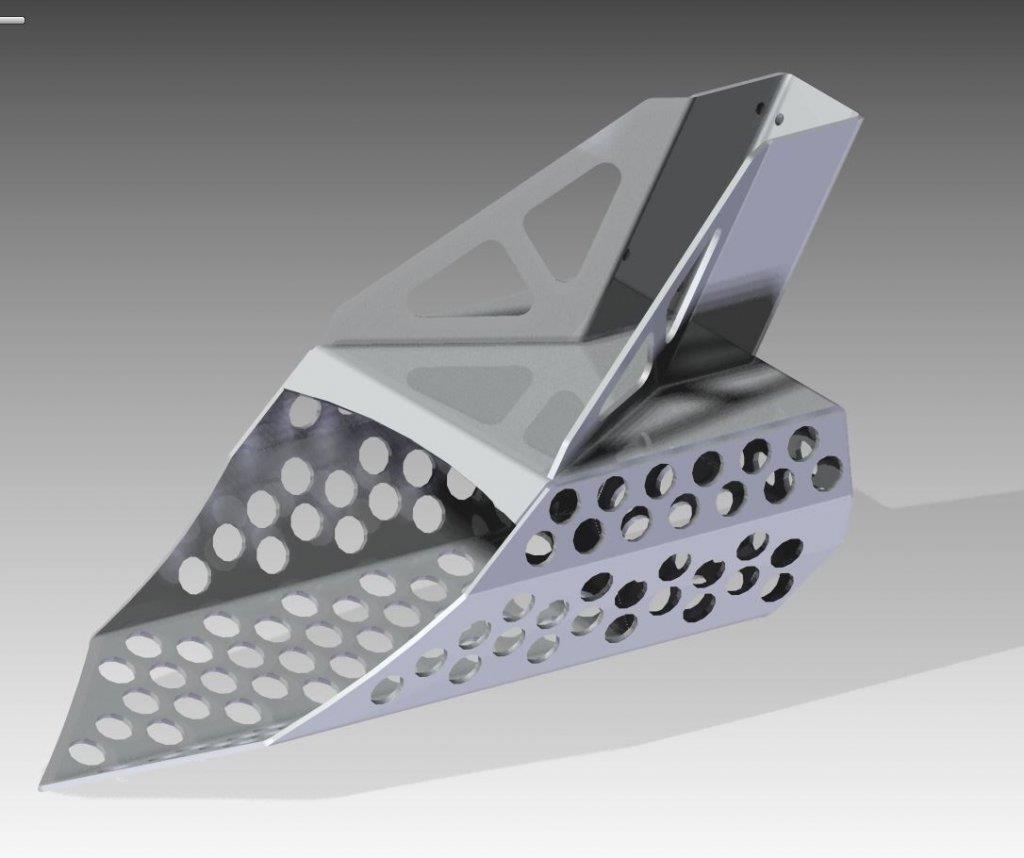
ive managed to find everything to make it 100% alloy but the 10mm round hole perferated screen. ive emailed the manufacturer of the 6mm available on abay requesting a special order of 10mm and supplied in larger sheets than what they advertise. fingers crossed!!!
i must say finding alloy nuts and bolts isnt easy or cheap and its taken the most time so far but i found what i was looking for eventually.
i actually found alloy expanded thats nearlly the exactly the same as the telstra box mesh...38/16 and 8mm at the nuckle...totally stoked mate




{kind=link}
{kind=link}